管管自动焊机又叫自动管管焊接,其实就是管道自动焊机的一种。通常管道自动焊机分为很多类型不但可以焊接管管,还可以对管子和法兰,管子和弯头等都可以进行自动的焊接。
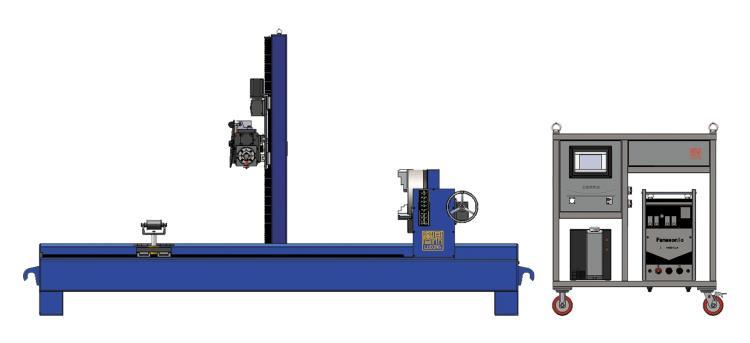
H1440系列自动焊的功能特点:
适应管管、管弯头、管三通、管高颈对接;管法兰、弯头法兰角接
适应碳钢、低合金钢、不锈钢、铜等多种材质的焊接
搭载氩弧焊焊接设备
整机一体式设计,结构紧凑、成熟可靠;三爪自定心卡盘旋转定位准确
焊接操作臂+全角度变位机+焊枪角度调节机构,保证了焊枪多位置、多角度转换
控制系统采用大屏幕触摸屏人机界面,编程方便
焊接工艺存储量为30套,可根据焊件规格,按编号直接调用相应焊接工艺
标配弧长跟踪系统(AVC)及焊枪横摆系统(OSC)
数控自动送丝机,具自动反抽丝功能和脉动送丝功能,送丝精度高
强制循环水冷系统,保证了整机长时间可靠运行
一键式操作,自动完成整个焊接过程;也可根据需要实时干预焊接参数
焊接顺序
1.焊接准备过程
1) 焊前准备和焊前清洗
l 检查焊机的接线符合要求。
l 水、电、气接通,并按要求全部连接好,无松动。
l 对管件进行焊前检查并清洗表面。
l 彻底清除管件表面水、油、氧化物等。
l 重要结构用化学清洗法,清洗表面的水、油、高熔点氧化膜、氧化物污染。
l 简单用丙酮清洗,或用烧碱、硫酸等方法清洗。
l 工作场所的清理,无易燃、易爆物,采取避风措施等。
2) 用手工氩弧焊严格按照对口标准点固管件,调整焊枪对准焊缝。
3) 启动焊机,打开焊接控制平台,根据控制器上的管件规格选择焊接控制平台内
合适的规范编号,按照焊接规范对焊机上的电流等参数进行调整,打开氩气瓶
上的阀门,将氩气流量调整到适合焊接的数值。
2.焊接操作过程
1) 装夹过程:手动旋转卡盘夹紧管件,电动调整焊枪对准焊缝。
2) 启动过程:按下启动按钮,便可以实现自动焊接,整个焊接过程自动完成。
3) 停止过程:若出现意外情况,按下停止按钮实现收弧停止。
自2003年开始一直专注于管道焊接方面的研发,为您提供专业的管道焊接设备和材料,为您节约一点一滴的焊接成本!
因为专注所以专业!金鲁鼎焊接(山东)有限公司成立于2006年,经多年发展,已成为一家专业提供管道焊接技术服务的高新技术公司。公司主要从事管道焊接技术、焊接自动化设备、焊接专用材料等系列焊接产品的研发、制造和销售。产品主要有管件类自动焊接设备、罐体类自动焊接设备、管道全位置热丝氩弧焊设备及管道焊接专用材料(背面免充氩焊接保护剂、活性氩弧焊增透剂等)