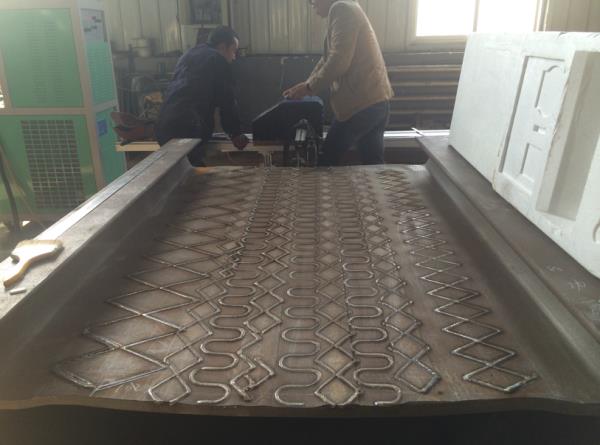
通过悬浮堆焊工艺,不仅可以让碳化钨均匀的分布在堆焊耐磨层中,也解决了传统碳化钨堆焊过程中对碳化钨的烧损,有效的提高了碳化钨的利用率和堆焊耐磨层的耐磨性能。
碳化钨悬浮堆焊的技术工艺
_____上海多木实业有限公司

硬质合金是由钨和碳组成的化合物,硬度高,摩氏硬度为8.5-9,熔化温度达到2870°C;和低电阻的碳化钨,常作为刀具材料,高硬度和高耐磨的设备部件,以及用于高硬度装甲制造。此外,碳化钨是解决耐磨行业局部严重磨损的有效材料。例如,一个铲头或刮板装载机抓斗,在工作时,需要经常搬运物品或摩擦,或者是一个铲头,如果全部用碳化钨制造,成本太高,而且没有必要,在实践中只需要增加耐磨性强度就可以解决局部磨损的问题。1、传统堆焊工艺
焊接具有恢复焊接件尺寸和表面强化的两种功能。堆焊方法是由火焰、电弧、等离子弧等热源覆盖堆焊材料。堆焊层通过自重在工件表面沉积,耐磨、耐腐蚀、耐热。
目前,在堆焊过程中,首先用碳化钨等辅助材料制备碳化钨堆焊材料,主要由碳化钨堆焊电极和碳化钨堆焊丝组成。其中,有2种类型的碳化钨堆焊电极的制备方法:一种是普通低碳钢丝的使用为核心材料,和过渡通过涂层中添加碳化钨颗粒;另一种是把碳化钨颗粒填充到低碳钢或钢、低碳钢带涂层或钢管外涂层钢电极式。
对于上述含碳化钨的堆焊材料进行堆焊的方法有手工电弧堆焊、氧-乙炔堆焊和钨极氩弧堆焊3种。由于堆焊材料中碳化钨颗粒是事先加入堆焊材料中,而不是在堆焊过程中重新形成的,所以堆焊方法的不同,导致对碳化钨颗粒本身的如烧损和脱碳的影响不同,因此耐磨性也会有不同的表现。
对于手工电弧堆焊方法来说,一般堆焊工艺参数与正常手工电弧焊接一样,比如,直径4.0mm的焊条,堆焊电流一般为170A左右。由于电弧温度达到4000℃以上,对碳化钨颗粒本身有一定的烧损作用,小的颗粒由于比表面积较大,很多被烧损,然后再重新形成碳化钨晶粒和其他组织。大的颗粒烧损相对较轻,但表面会出现一定程度的脱碳层,导致耐磨性能下降。因此一般不建议使用此方法堆焊碳化钨。但是由于使用和操作方便,目前仍有一部分场合在使用此方法。
对于氧-乙炔堆焊方法来说,由于火焰可分为中性焰、碳化焰和氧化焰3种,为了避免碳化钨颗粒的烧损和脱碳,尽量用温度为2700-3500℃的碳化焰,碳化焰能提高堆焊层中的含碳量,但由于其最热火焰的温度也相对较低,而影响堆焊效率。
钨极氩弧焊的温度高达4000℃以上,在堆焊时控制焊丝的热输入很重要,一般是用电弧把母材加热到镜面状态,然后稍微加热焊丝,立即将焊丝端部送入电弧区。关键是尽量避免电弧对焊丝的过渡熔化和烧损。



目前市场上有很多种碳化钨焊条或焊丝,结合上述堆焊方法使用时,由于碳化钨焊条或焊丝的熔敷的机理问题,堆焊后的效果并不理想,因此希望有一种工艺能使得碳化钨颗粒不烧损并附着在堆焊层中。但是由于碳化钨的比重大鱼普通钢水的比重,在堆焊过程中碳化钨颗粒会沉入焊接熔池底部,形成碳化钨和堆焊材分层,无法使得碳化钨颗粒悬浮在堆焊层中,也就无法形成有效的耐磨堆焊层。
2、悬浮堆焊工艺设计原理
1.将钢制工件装夹在安装平台上,并且需要堆焊的部分表面朝天,装夹完成后对钢制工件进行预热。
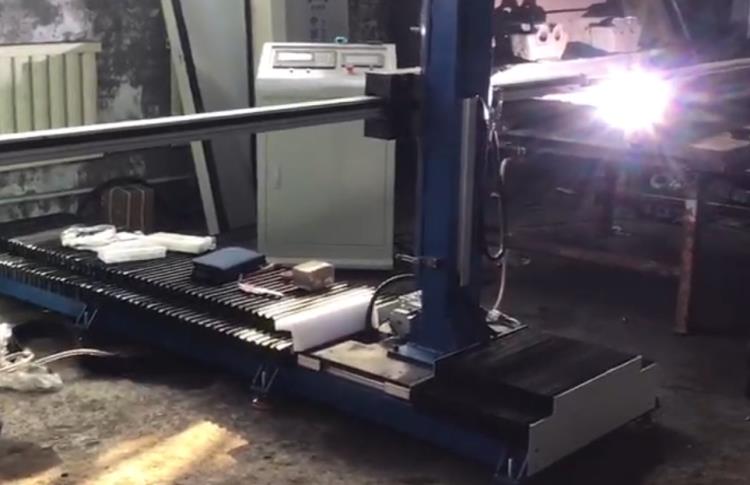
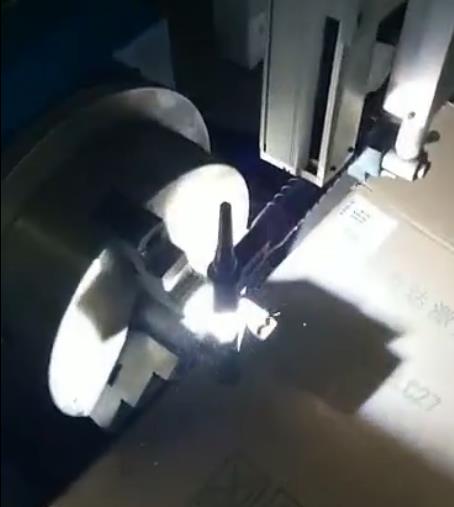
2.调整碳化钨供给管的下管段与铅垂面的夹角为30°-45°,并且碳化钨供给管的碳化钨供给管口距离钢制工件需要堆焊的部位表面20-35mm。
3.调整焊接装置的水冷焊枪位于钢制工件的堆焊区域的上方以及堆焊去域的前后向的一侧;焊丝由送丝机送入水冷焊枪中,使用前启动焊枪的冷却水循环装置。