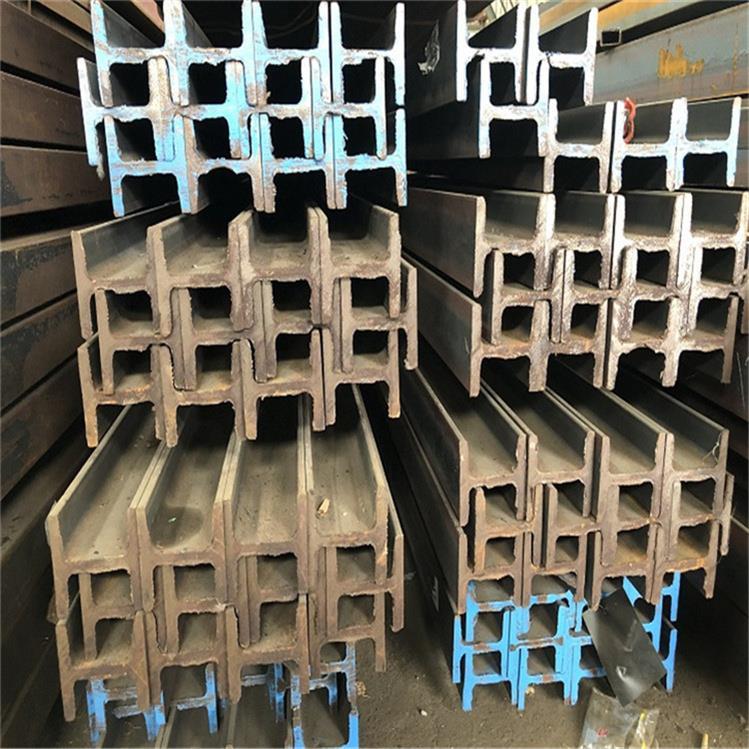
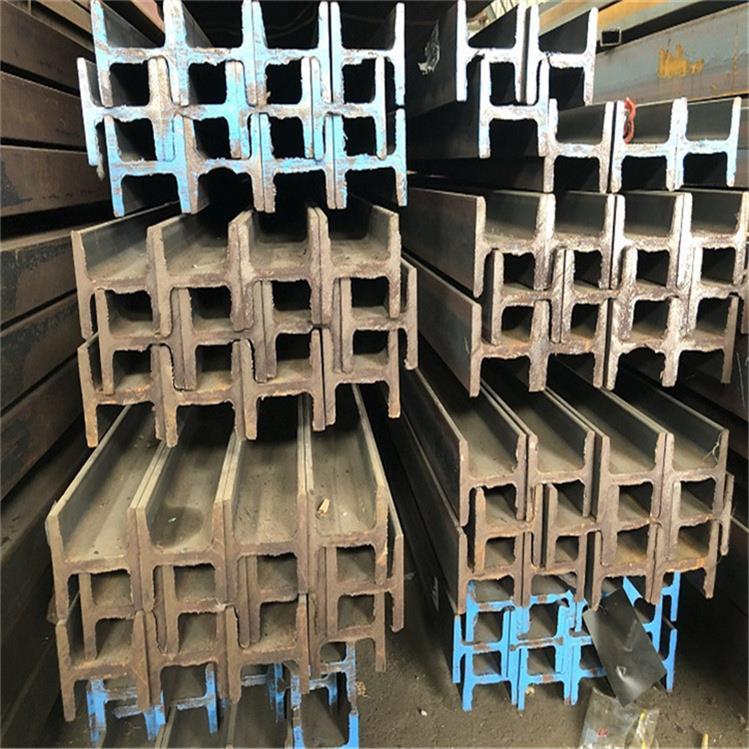
英标H型钢材料:
开式液压系统中混入了大约5%的空气。当系统中的压力低于空气分离压时,油中的气体就迅速地大量分离出来,形成气泡,当这些气泡遇到高压便被压破,产生较强的液压冲击。因此在设计液压泵时,齿轮泵的齿轮模数应量取小值,齿轮取数,卸荷槽的形状和尺寸要合理,以减小液压冲击;柱塞泵的柱塞数的确定应科学合理,并在吸、压油配流盘上对称的开出三角槽,以防柱塞泵困油;为防止空气混入,泵的吸油口应足够大,而且应没入油箱液面以下一定深度,以防吸油后因液面下降而吸入空气,为减少液压冲击,可以延长阀门关闭时间,并在易产生液压冲击的部位附近设置蓄能器,以吸收压力波;另外,增大管径和使用软管,对减少和吸收振动都很有效。
一、UB533*210*92英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢对炉安全和降低生产成本有利。但是,由于带钢得不到预加热就进入还原炉中,这样无疑提高了还原炉的热负荷,影响炉子的寿命。因此这种方法并未得广泛应用。
二、UB533*210*92英标H型钢力学性能、物理性能和化学性能:
首先需要进行十字型钢柱的制作,在工厂分工制作以后,然后进行拼装、校正、检验,确保产品合格以后将其运至施工地区进行拼接,在拼接的过程中,要严格按照相应的程序进行拼接,这样才能使产品的质量得到有效的保证。在组合完成以后,要对最终的安装结果进行检查,检查之后,还要利用超声波对其内部进行无损检测,这样才能将拼装中造成的缺陷进行有效排除。此外还需要进行十字柱加工制作。在进行钢结构的安装中,首先需要进行标准注的选择,将网闭合进行控制,然后对柱顶标高进行竖向测量。之后需要对柱顶位移以及钢结构进行超偏处理,然后对超平结果和下节柱的检查结果进行综合处理。粗脚的处理需要在安装钢柱位置确定以后进行,通过对处理数据的分析,对钢柱的垂直度进行再次纠正。在安装完成以后,需要对测量记录进行会审,并且对焊接问题进行检验,另外还需要对控制点的闭合进行再次检验,最后需要对下节钢柱的预控数据图进行绘制。
三、UB533*210*92英标H型钢热扎工艺手段:3、通过热轧将铸态组织转变为加工组织,通过组织的转变使材料的塑性大幅度的提高。
 四、UB标H型钢规格型号表:
四、UB标H型钢规格型号表:
UB127*76*13UB152*89*16UB178*102*19UB203*133*25
UB203*133*30UB254*102*25UB254*102*28UB254*146*31
UB254*146*37UB254*146*43UB305*102*25UB305*102*28
UB305*102*33UB305*127*37UB305*127*42UB305*127*42
UB305*165*40UB305*165*46UB305*165*54UB356*127*33
UB356*127*39UB356*171*45UB356*171*51UB356*171*57
UB406*140*39UB406*140*46UB406*178*54UB406*178*60
UB406*178*67UB406*178*74UB457*152*5UB457*152*60
UB457*152*67UB457*152*74UB457*152*82UB457*191*67
UB457*191*74UB457*191*82UB457*191*89UB457*191*98
UB533*210*82UB533*210*92UB533*210*101UB533*210*109
UB533*210*122UB610*229*101UB610*229*113UB610*229*125
UB610*229*140UB610*305*149UB610*305*179UB610*305*238
UB686*254*125UB686*254*140UB686*254*152UB686*254*170
UB762*267*134UB762*264*147UB762*267*173UB762*267*197
UB762*267*220UB838*292*176UB838*292*194UB838*292*226
UB910*305*201UB910*305*224UB910*305*253UB910*305*289
UB914*419*343UB914*419*388UB914*419*446UB914*419*488
UB914*419*534UB914*419*585UB1016*305*222UB1016*305*249
UB1016*305*272UB1016*305*314UB1016*305*349UB1016*305*393
UB1016*305*415UB1016*305*438UB1016*305*494UB1016*305*584
 钢铁冶金:围绕着汽车车身试制、大型覆盖件模具的快速制造,近年来也涌现出一些新的快速成型方法,目前已开始在生产中应用的无模多点成型及激光冲击和电磁成型等技术。它们都表现出了降低成本、提率等优点。模具设计与制造能力状况在国家产业政策的正确引导下,经过几十年努力,现在我国冲压模具的设计与制造能力已达到较高水平,包括信息工程和虚拟技术等许多现代设计制造技术已在很多模具企业得到应用。虽然如此,我国的冲压模具设计制造能力与市场需要和先进水平相比仍有较大差距。
钢铁冶金:围绕着汽车车身试制、大型覆盖件模具的快速制造,近年来也涌现出一些新的快速成型方法,目前已开始在生产中应用的无模多点成型及激光冲击和电磁成型等技术。它们都表现出了降低成本、提率等优点。模具设计与制造能力状况在国家产业政策的正确引导下,经过几十年努力,现在我国冲压模具的设计与制造能力已达到较高水平,包括信息工程和虚拟技术等许多现代设计制造技术已在很多模具企业得到应用。虽然如此,我国的冲压模具设计制造能力与市场需要和先进水平相比仍有较大差距。